-40%

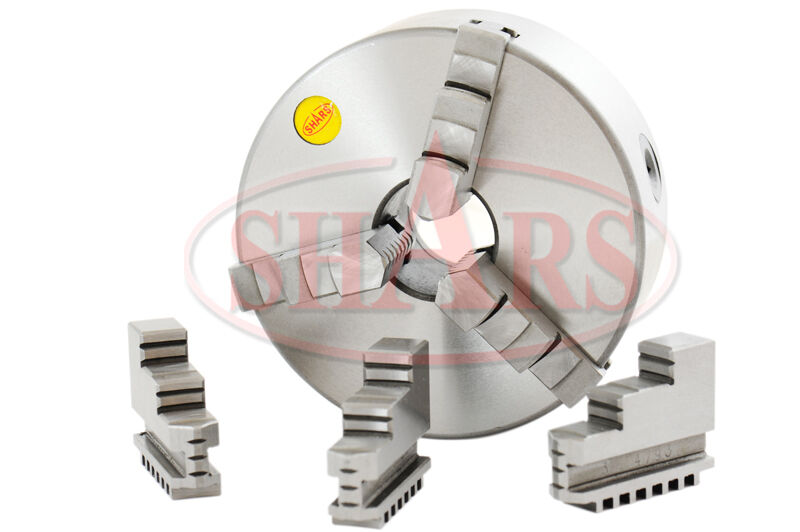








4" 3Jaw Self Centering Lathe Chucks TIR Certificate+1-8 TPI Thread Back Plate L[
$ 62.8
- Description
- Size Guide
Description
SHARS 4" 3 Jaw Self Centering Lathe Chucks w/ TIR Certificate + 1-8 Back Plate NewFor back plate you would not need to drill any mounting holes but you will need to turn the shoulder D1 down .040" to match the back of the lathe chuck to make the chuck & back plate more concentric with the lathe spindle and reach chuck's TIR
Each high quality chuck comes with a
certification
that documents
TIR
.
Product Code
202-5410 + 202-6106-6
Product description
Lathe Chuck:
Diameter: 4"
Thickness: 2.16"
Center hole: .87"
Bolt Circle Diameter: 3.307"
Runout: 0.003"
Max. Input Torque: 60 Nm
Back Plate:
Mounting Thread Size T: 1- 8 TPI
Shoulder Diameter D1: 2.87"
Bolt Circle Diameter D2: 3.307"
Hub Length C: 0.393''
E: 0.5"
Hub Diameter D: 2.2''
Flange Thickness B: 0.63''
Shoulder boss h: 0.1''
No. of Bolt Holes: 6
Product application
Fully machined back plate can be directly mounted onto our 4" 3 jaw or 4 jaw self centering and independent lathe chuck (p/n 202-5410, 202-5472, 202-5419).
You would not need to drill any mounting holes but you will need to turn the shoulder down .050" to match the back of the lathe chuck to make the chuck & back plate more concentric with the lathe spindle. When turning the shoulder of the backing plate, ONLY TURN THE SHOULDER OF THE BACKING PLATE WHEN ATTACHED TO THE LATHE SPINDLE. If you use a chuck to clamp the backing plate and then turn it, the backing plate will not be true to the lathe spindle and will have more runout than specified when the chuck and back plate are put together.
Product features
Semi-steel chuck body made from high quality cast iron
Each pinion is ground and hardened to HRC 43
Both sides of the jaw teeth and guides are ground and hardened to HRC 58-62
Each set of jaws are serialized in their own set
A serialized set of jaws are then finished, ground, and lapped on their designated chuck body which will be the same chuck body on the final assembly to achieve a greater accuracy
Before assembling the jaws to its designated chuck body, the jaws finish machining is performed on a close tolerance state of the art CNC machine from Japan
The scroll plate's thread flank are ground on both sides to achieve tighter contact with the master jaw
Each chuck has gone through rigorous accuracy and repeatability inspection by clamping and jamming multiple random testing rods or rings
Accuracy is maintained for the entire clamping range
Internal Jaw:
Clamping Range A-A1: 0.078-1.181"
Jamming Range B-B1: 1.181-3.543"
External Jaw
Clamping Range C-C1: 1.181-3.150"
Size (inch)
D (inch)
D1 (inch)
D2 bolt hole circle dia. (inch)
D3 (inch)
H (inch)
H1 (inch)
H2 (inch)
h (inch)
z-d (metric)
4
3.937
2.835
3.307
0.866
2.933
2.165
-
0.118
3M-8
How to process back plate to guarantee Chuck's T.I.R?
Fully machined back plate can be mounted onto 4"3 jaw or 4 jaw self centering and independent lathe chuck (p/n 202-5410, 202-5472,202-5600, 202-5419). As long as back plate Shoulder Diameter 2.87"> chuck's D1, all 4" chuck will fit in. All back plates have 0.04" allowance, please measure the size of Chuck's D1 before process your back plates. The size of back plates's D1 should be a little bit smaller than the size of Chuck's D1. Because the gap between back plate and chuck is smaller, chuck's TIR is better. No gap is the best. D1 need to be processed before back plate can be mounted.
You would not need to drill any mounting holes but you will need to turn the shoulder down .040" to match the back of the lathe chuck to make the chuck & back plate more concentric with the lathe spindle. When turning the shoulder of the backing plate, ONLY TURN THE SHOULDER OF THE BACKING PLATE WHEN ATTACHED TO THE LATHE SPINDLE. If you use a chuck to clamp the backing plate and then turn it, the backing plate will not be true to the lathe spindle and will have more runout than specified when the chuck and back plate are put together.
Lathe
Lathe Chuck Diameter
BRAND
MODEL
SWING
SPINDEL THREAD
3"
4"
5"
6"
ATLAS
6"
1/2"-20
202-6231
ATLAS
10100
6"
1"-10
202-6107-6, 202-6107-3
ATLAS
TH42
10"
1 1/2"-8
202-6230
202-6108-6, 202-6108-3
202-6192
202-9106, 202-6119
ATLAS
5991
12"
1 1/2"-8
202-6230
202-6108-6, 202-9108-3
202-6192
202-6109, 202-6119
ATLAS
3986
12"
1 1/2"-8
202-6230
202-6108-6, 202-6108-3
202-6192
202-6109, 202-6119
EMCO MAIER
MAXIMAT V10
5"
M39X4MM
202-6214
202-6215, 202-6217
GRIZZLY
G8688
7"
3" FLANGE
GRIZZLY
G4000
9"
M39X4MM
202-6214
202-6215, 202-6217
HARBOR FREIGHT
33684
7"
3" FLANGE
HARBOR FREIGHT
45861(BV20)
9"
M39X4MM
202-6214
202-6215, 202-6217
HOMIER
03911
7"
3" FLANGE
JET
920N
9"
1 1/2"-8
202-6230
202-9108-6, 202-6108-3
202-6192
202-6109, 202-6119
KING
CH-920 AG
9"
M39X4MM
202-6214
202-6215, 202-6217
LOGAN
9"
1 1/2"-8
202-6230
202-9108-6, 202-6108-3
202-6192
202-6109, 202-6119
LOGAN
10"
1 1/2"-8
202-6230
202-9108-6, 202-6108-3
202-6192
202-6109, 202-6119
LOGAN
11"
2 1/4"-8
202-6234
202-6110, 202-6120
LOGAN
12'
2 1/4"-8
202-6234
202-6110, 202-6120
LOGAN
6510/6560
14"
2 1/4"-8
202-6234
202-6110, 202-6120
MICRO-MARK
82710
7"
3" FLANGE
MICRO-MARK
82500
7"
3" FLANGE
SEARS
101.07301
6"
1"-8
202-6106-6, 202-6106-3
SEARS
101.2899
12"
1 1/2"-8
202-6230
202-6106-6, 202-6106-3
202-6192
202-6109, 202-6119
SHELDON
WM-46-P
13"
2 1/4"-8
202-6234
202-6110, 202-6120
SHERLINE
ALL
3.5"
3/4"-16
202-6212
SIDNEY MACHINE
LOT 160
14"
2 1/4"-8
202-6234
202-6110, 202-6120
SOUTH BEND
CL187ZB
10"
2 1/4"-8
202-6234
202-6110
SHIPPING: UPS Ground
Buyer pays
ACTUAL UPS shipping & insurance, and a .00 handling fee
for this item to be shipped to all states within the continental United States. Hawaii, Alaska & and other United States Territories will ship via UPS BLUE. Canada will pay actual shipping costs plus duty fees via UPS.
We can combine other auctions or store items to save on shipping. You may ask for freight cost before buying tools. Shipment will be made the same day as your payment is received and an UPS tracking number will be email to you. If your order is being shipped to an address outside of the United States, local consumer tax and/or customs duty , brokerage charges may apply and the package's recipient may need to pay these to clear customs.
PAYMENT:
We accept VISA, MasterCard and E-Check on PayPal.com
Illinois resident adds 8% sales tax.
RETURNS:
If the item stated as brand new is found defective on arrival or incorrect item was shipped, buyer understands that the product will be repaired or replaced at seller's discretion, and be given a reasonable amount of time. Buyer is responsible for return shipping costs and insurance. Warranties are offered by the manufacturer and will be honored by the manufacturer. All shipping and handling fees will not be returned in any case.
Any questions regarding our tools, feel free to email us at
our eBay Message Box







